





Amulite ਆਟੋਮੈਟਿਕ AAC ਬਲਾਕ ਉਤਪਾਦਨ ਲਾਈਨ






ਛੋਟਾ ਵਰਣਨ:
ਉਤਪਾਦ ਦਾ ਵੇਰਵਾ
ਉਤਪਾਦ ਟੈਗ

AAC ਬਲਾਕ ਕੀ ਹੈ?
ਏਏਸੀ ਬਲਾਕ ਦਾ ਸੰਕਲਪ: ਏਏਸੀ ਬਲਾਕ ਸਿਲਸੀਅਸ ਪਦਾਰਥਾਂ (ਰੇਤ, ਫਲਾਈ ਐਸ਼, ਸਿਲਿਕਾ-ਕੰਟੇਨਿੰਗ ਮੈਟੀਰੀਅਲ ਆਦਿ), ਅਤੇ ਮੁੱਖ ਕੱਚੇ ਮਾਲ ਦੇ ਤੌਰ 'ਤੇ ਕੈਲੇਰੀਅਸ ਮੈਟੀਰੀਅਲ (ਚੂਨਾ, ਸੀਮਿੰਟ) 'ਤੇ ਅਧਾਰਤ ਹੈ, ਜੋ ਕਿ ਏਅਰ-ਐਂਟਰੇਨਿੰਗ ਏਜੰਟ (ਐਲੂਮੀਨੀਅਮ ਪਾਊਡਰ) ਨਾਲ ਮਿਲਾਇਆ ਜਾਂਦਾ ਹੈ। ,ਪ੍ਰਕਿਰਿਆ ਤੋਂ ਬਾਅਦ ਕੱਚੇ ਮਾਲ ਦੀ ਬੈਚਿੰਗ, ਸਲਰੀ ਮਿਕਸਿੰਗ, ਪੋਰਿੰਗ, ਪ੍ਰੀ-ਕਿਊਰਿੰਗ, ਕਟਿੰਗ, ਆਟੋਕਲੇਵ, ਕਯੂਰਿੰਗ ਪ੍ਰਕਿਰਿਆ ਅਤੇ ਏਏਸੀ ਬਲਾਕ ਤਿਆਰ ਉਤਪਾਦਾਂ ਨੂੰ ਤਿਆਰ ਕਰਨ ਲਈ ਪੈਕੇਜ; ਇਸਨੂੰ ਏਰੀਟੇਡ ਕੰਕਰੀਟ ਕਿਹਾ ਜਾਂਦਾ ਹੈ ਕਿਉਂਕਿ ਇਸ ਵਿੱਚ ਵੱਡੀ ਗਿਣਤੀ ਵਿੱਚ ਯੂਨੀਫਾਰਮ ਅਤੇ ਐੱਸ. ਇਹ ਹਵਾਦਾਰ ਹੈ.
 AAC ਬਲਾਕ ਉਤਪਾਦ ਤਿਆਰ ਕਰਨ ਦੀ ਪ੍ਰਕਿਰਿਆ ਕੀ ਹੈ?
AAC ਬਲਾਕ ਉਤਪਾਦ ਤਿਆਰ ਕਰਨ ਦੀ ਪ੍ਰਕਿਰਿਆ ਕੀ ਹੈ?
1): ਸਾਰੇ ਕੱਚੇ ਮਾਲ ਮੀਟਰਿੰਗ ਅਤੇ ਮਿਕਸਡ ਸਲਰੀ;
2) : ਸਲਰੀ ਨੂੰ ਪੋਰਿੰਗ ਸਿਸਟਮ ਵਿੱਚ ਦਾਖਲ ਕਰੋ, ਮਿਲਾਉਣ ਤੋਂ ਬਾਅਦ ਫਿਰ ਮੋਲਡ ਬਾਕਸ ਵਿੱਚ ਡੋਲ੍ਹ ਦਿਓ;
3): ਮੋਲਡ ਬਾਕਸ ਦੇ ਅੰਦਰ (ਪੈਨਲ ਮਜ਼ਬੂਤੀ), ਇੱਕ ਨਿਸ਼ਚਿਤ ਤਾਪਮਾਨ ਅਤੇ ਪ੍ਰੀ-ਕਿਊਰਿੰਗ ਸਮੇਂ ਤੋਂ ਬਾਅਦ;
4): ਗਿੱਲੇ ਪੈਨਲ ਦੇ ਇੱਕ ਨਿਸ਼ਚਿਤ ਕਠੋਰਤਾ 'ਤੇ ਪਹੁੰਚਣ ਤੋਂ ਬਾਅਦ, ਮੋਲਡ ਬਾਕਸ ਅਤੇ ਪੈਨਲਾਂ ਨੂੰ ਟਰਨਓਵਰ ਕਰੇਨ ਦੁਆਰਾ ਕੱਟਣ ਵਾਲੀ ਮਸ਼ੀਨ 'ਤੇ ਲਹਿਰਾਇਆ ਜਾਵੇਗਾ, ਅਤੇ ਟਰਨਓਵਰ ਕਰੇਨ ਹੇਠ ਦਿੱਤੇ ਕਾਰਜ ਨੂੰ ਪੂਰਾ ਕਰਦੀ ਹੈ:
5) : A : ਮੋਲਡ ਬਾਕਸ ਨੂੰ 90 ਡਿਗਰੀ ਹਵਾ ਵਿੱਚ ਮੋੜਨਾ ਹੈ, (ਮੋਲਡ ਬਾਕਸ ਦਾ ਇੱਕ ਪਾਸਾ ਆਟੋਕਲੇਵ ਪ੍ਰਕਿਰਿਆ ਪੂਰੀ ਹੋਣ ਤੱਕ ਗਿੱਲੇ ਪੈਨਲ ਬਾਡੀ ਲਈ ਸਪੋਰਟ ਟਰਾਲੀ ਪਲੇਟ ਬਣ ਜਾਂਦਾ ਹੈ),
6) :B : ਮੋਲਡ ਨੂੰ ਪੂਰੀ ਤਰ੍ਹਾਂ ਖੋਲ੍ਹਣ ਲਈ ਟਰਾਲੀ ਜਾਂ ਕਟਿੰਗ ਸਪੋਰਟ ਫਰੇਮ ਨੂੰ ਲਹਿਰਾਉਣਾ ਹੈ; C: ਮੋਲਡ ਫਰੇਮ ਅਤੇ ਵਾਪਸੀ ਆਟੋਕਲੇਵ ਸਾਈਡ ਪਲੇਟ ਨੂੰ ਸਾਫ਼ ਕਰਨ ਤੋਂ ਬਾਅਦ ਇੱਕ ਮੋਲਡ ਬਾਕਸ ਬਣਾਉਣ ਲਈ ਦੁਬਾਰਾ ਜੋੜਿਆ ਜਾਂਦਾ ਹੈ, ਤੇਲ ਦਾ ਛਿੜਕਾਅ ਅਤੇ ਮੁੜ- ਪਾਉਣ ;
7) : ਅਤੇ ਵੈੱਟ ਪੈਨਲ ਬਾਡੀ ਨੂੰ ਕਟਿੰਗ ਮਸ਼ੀਨ 'ਤੇ ਛੇ ਸਟੈਪਸ ਵਿੱਚ ਕੱਟਿਆ ਜਾਂਦਾ ਹੈ: 1: ਪਹਿਲਾਂ ਪੈਨਲ ਬਾਡੀ ਦੇ ਦੋਵੇਂ ਪਾਸੇ ਵਰਟੀਕਲ ਕੱਟਦਾ ਹੈ; 2: ਫਿਰ ਲੰਬਕਾਰੀ ਅਤੇ ਖਿਤਿਜੀ ਤੌਰ 'ਤੇ ਕੱਟਦਾ ਹੈ;
8) : ਅੰਤ ਵਿੱਚ ਖਿਤਿਜੀ ਹਰੀਜ਼ੱਟਲ ਜਾਂ ਚਾਕੂ ਕੱਟਣਾ;
9): ਕੱਟ ਪੈਨਲ ਬਾਡੀ ਨੂੰ ਅਰਧ-ਮੁਕੰਮਲ ਉਤਪਾਦ ਕ੍ਰੇਨ ਤੋਂ ਹੇਠਾਂ ਵਾਲੀ ਪਲੇਟ ਨਾਲ ਆਟੋਕਲੇਵ ਟਰਾਲੀ ਤੱਕ ਲਹਿਰਾਇਆ ਜਾਂਦਾ ਹੈ;
10): ਫਿਰ ਉੱਚ ਤਾਪਮਾਨ ਅਤੇ ਉੱਚ ਦਬਾਅ ਦੇ ਇਲਾਜ ਲਈ ਆਟੋਕਲੇਵ ਵਿੱਚ ਗਰੁੱਪ ਕੀਤਾ ਗਿਆ;
11): ਆਟੋਕਲੇਵ ਠੀਕ ਹੋਣ ਤੋਂ ਬਾਅਦ, ਟਰਾਲੀ ਨੂੰ ਬਾਹਰ ਕੱਢ ਲਿਆ ਜਾਵੇਗਾ ਅਤੇ ਆਟੋਕਲੇਵ ਨੂੰ ਛੱਡ ਦਿੱਤਾ ਜਾਵੇਗਾ;
12) : ਤਿਆਰ ਉਤਪਾਦ ਤਿਆਰ ਉਤਪਾਦ ਹੋਸਟਿੰਗ ਕਰੇਨ ਦੁਆਰਾ ਸਟੈਕ ਕੀਤੇ ਜਾਂ ਟਰੱਕ 'ਤੇ ਲੋਡ ਕੀਤੇ ਜਾਂਦੇ ਹਨ, ਚੰਗੀ ਤਰ੍ਹਾਂ ਪੈਕ ਕੀਤੇ ਜਾਂਦੇ ਹਨ;
13): ਆਟੋਕਲੇਵ ਕਿਊਰਿੰਗ ਸਾਈਡ ਪਲੇਟ ਵਾਪਸ ਕੀਤੀ ਜਾਂਦੀ ਹੈ;
ਮੁੱਖ ਕੱਚੇ ਮਾਲ ਬਾਰੇ ਜਾਣ-ਪਛਾਣ
ਏਏਸੀ ਬਲਾਕ ਦਾ ਉਤਪਾਦਨ ਕੱਚੇ ਮਾਲ ਵਿੱਚ ਭਰਪੂਰ ਹੁੰਦਾ ਹੈ, ਖਾਸ ਤੌਰ 'ਤੇ ਫਲਾਈ ਐਸ਼ ਦੀ ਕੱਚੇ ਮਾਲ ਵਜੋਂ ਵਰਤੋਂ ਜੋ ਨਾ ਸਿਰਫ਼ ਉਦਯੋਗਿਕ ਰਹਿੰਦ-ਖੂੰਹਦ ਦੀ ਵਿਆਪਕ ਵਰਤੋਂ ਕਰ ਸਕਦੀ ਹੈ, ਵਾਤਾਵਰਣ ਪ੍ਰਦੂਸ਼ਣ ਦਾ ਇਲਾਜ ਕਰ ਸਕਦੀ ਹੈ, ਅਤੇ ਖੇਤ ਨੂੰ ਨੁਕਸਾਨ ਨਹੀਂ ਪਹੁੰਚਾ ਸਕਦੀ, ਸਗੋਂ ਚੰਗੇ ਸਮਾਜਿਕ ਅਤੇ ਆਰਥਿਕ ਲਾਭ ਵੀ ਪੈਦਾ ਕਰ ਸਕਦੀ ਹੈ, ਇਹ ਰਵਾਇਤੀ ਠੋਸ ਮਿੱਟੀ ਦੀਆਂ ਇੱਟਾਂ ਦਾ ਇੱਕ ਚੰਗਾ ਬਦਲ ਹੈ। ਸਰਕਾਰ, ਅਸਟੇਟ ਕੰਪਨੀ, ਨਿਰਮਾਣ ਟੀਮ ਦੁਆਰਾ ਚੰਗੇ ਵਾਅਦਾ ਕਰਨ ਵਾਲੇ ਕੰਧ ਉਤਪਾਦਾਂ ਦਾ ਜ਼ੋਰਦਾਰ ਸਵਾਗਤ ਕੀਤਾ ਗਿਆ ਹੈ, ਅਤੇ ਸਰਕਾਰ ਨੇ ਟੈਕਸ ਨੀਤੀ, ਵਾਤਾਵਰਣ ਸੁਰੱਖਿਆ ਨੀਤੀ ਸਹਾਇਤਾ ਬਣਾਈ ਹੈ, ਅਸੀਂ ਵਿਆਪਕ ਮਾਰਕੀਟ ਵਿਕਾਸ ਸੰਭਾਵਨਾਵਾਂ ਦੀ ਭਵਿੱਖਬਾਣੀ ਕਰ ਸਕਦੇ ਹਾਂ;
1. ਫਲਾਈ ਐਸ਼/ਕੁਆਰਟਜ਼ ਰੇਤ
ਫਲਾਈ ਐਸ਼/ਕੁਆਰਟਜ਼ ਰੇਤ AAC ਬਲਾਕ ਉਤਪਾਦ ਦਾ ਮੁੱਖ ਮੂਲ ਕੱਚਾ ਮਾਲ ਹੈ, ਅਤੇ ਏਰੀਏਟਿਡ ਕੰਕਰੀਟ ਦੇ ਸਿਲੀਕਾਨ ਅਤੇ ਐਲੂਮੀਨੀਅਮ ਦੇ ਹਿੱਸੇ ਦਾ ਮੁੱਖ ਸਰੋਤ ਹੈ;
2. ਸੀਮਿੰਟ
ਸੀਮੈਂਟ ਏਏਸੀ ਬਲਾਕ ਦੀ ਤਾਕਤ ਦਾ ਮੁੱਖ ਸਰੋਤ ਹੈ, ਇਹ ਏਏਸੀ ਬਲਾਕ ਲਈ ਮੁੱਖ ਕੈਲੇਰੀਅਸ ਸਮੱਗਰੀ ਪ੍ਰਦਾਨ ਕਰਦਾ ਹੈ, ਏਏਸੀ ਬਲਾਕ ਦੇ ਉਤਪਾਦਨ ਲਈ ਸੀਮਿੰਟ ਮੁੱਖ ਤੌਰ 'ਤੇ ਸੀਮਿੰਟ ਦੀ ਕਿਸਮ ਅਤੇ ਗ੍ਰੇਡ ਦੇ ਹਿਸਾਬ ਨਾਲ ਚੁਣਿਆ ਜਾਣਾ ਚਾਹੀਦਾ ਹੈ; ਉਤਪਾਦਨ ਵਿੱਚ, 52.5 ਗ੍ਰੇਡ ਆਮ ਪੋਰਟਲੈਂਡ ਸੀਮਿੰਟ ਨੂੰ ਪਹਿਲਾਂ ਚੁਣਿਆ ਜਾਣਾ ਚਾਹੀਦਾ ਹੈ। ਆਮ ਤੌਰ 'ਤੇ, ਉਤਪਾਦਨ ਦੀ ਲਾਗਤ ਨੂੰ ਘਟਾਉਣ ਲਈ, 42.5 ਗ੍ਰੇਡ ਦਾ ਸਾਧਾਰਨ ਪੋਰਟਲੈਂਡ ਸੀਮਿੰਟ ਵੀ ਵਰਤਿਆ ਜਾ ਸਕਦਾ ਹੈ;
3. ਚੂਨਾ
AAC ਬਲਾਕਾਂ ਦੇ ਉਤਪਾਦਨ ਲਈ ਚੂਨਾ ਵੀ ਮੁੱਖ ਕੱਚੇ ਪਦਾਰਥਾਂ ਵਿੱਚੋਂ ਇੱਕ ਹੈ। ਇਸਦਾ ਮੁੱਖ ਕੰਮ ਪ੍ਰਭਾਵਸ਼ਾਲੀ ਕੈਲਸ਼ੀਅਮ ਆਕਸਾਈਡ ਪ੍ਰਦਾਨ ਕਰਨ ਲਈ ਸੀਮਿੰਟ ਨਾਲ ਸਹਿਯੋਗ ਕਰਨਾ ਹੈ, ਤਾਂ ਜੋ ਇਹ ਸਿਲੀਕਾਨ ਹਾਈਡ੍ਰੇਟ ਕੈਲਸ਼ੀਅਮ ਪੈਦਾ ਕਰਨ ਲਈ ਹਾਈਡ੍ਰੋਥਰਮਲ ਹਾਲਤਾਂ ਵਿੱਚ ਸਿਲੀਸੀਅਸ ਪਦਾਰਥਾਂ ਵਿੱਚ SIO2 ਅਤੇ Al203 ਨਾਲ ਪਰਸਪਰ ਪ੍ਰਭਾਵ ਪਾ ਸਕੇ। ਐਸਿਡ। ਇਸਲਈ, ਚੂਨਾ ਏਏਸੀ ਬਲਾਕ ਦੇ ਮੁੱਖ ਤਾਕਤ ਦੇ ਸਰੋਤਾਂ ਵਿੱਚੋਂ ਇੱਕ ਹੈ। ਏਏਸੀ ਬਲਾਕ ਪੈਦਾ ਕਰਨ ਲਈ ਵਰਤੇ ਜਾਣ ਵਾਲੇ ਚੂਨੇ ਦੀ ਪ੍ਰਭਾਵਸ਼ਾਲੀ ਕੈਲਸ਼ੀਅਮ ਆਕਸਾਈਡ ਸਮੱਗਰੀ 65% ਤੋਂ ਵੱਧ, ਤਰਜੀਹੀ ਤੌਰ 'ਤੇ 80% ਤੋਂ ਵੱਧ ਹੋਣੀ ਚਾਹੀਦੀ ਹੈ।
4. ਜਿਪਸਮ
ਜਿਪਸਮ ਏਏਸੀ ਬਲਾਕ ਉਤਪਾਦਨ ਵਿੱਚ ਹਵਾ ਦੇ ਵਿਕਾਸ ਦੀ ਪ੍ਰਕਿਰਿਆ ਦਾ ਇੱਕ ਰੈਗੂਲੇਟਰ ਹੈ। ਜਿਪਸਮ ਦਾ ਨਿਯੰਤ੍ਰਣ ਪ੍ਰਭਾਵ ਮੁੱਖ ਤੌਰ 'ਤੇ ਤੇਜ਼ ਪਾਚਨ ਅਤੇ ਸਲਰੀ ਦੇ ਮੋਟੇ ਹੋਣ ਦੀ ਗਤੀ ਵਿੱਚ ਦੇਰੀ ਨਾਲ ਪ੍ਰਤੀਬਿੰਬਤ ਹੁੰਦਾ ਹੈ। ਜਿਪਸਮ ਦਾ ਮੁੱਖ ਰਸਾਇਣਕ ਹਿੱਸਾ CASO4 ਹੈ; ਇੱਥੇ ਤਿੰਨ ਕਿਸਮਾਂ ਹਨ। ਬਾਜ਼ਾਰ; ਕੱਚਾ ਜਿਪਸਮ, ਐਨਹਾਈਡਰਾਈਟ ਅਤੇ ਪਲਾਸਟਰ ਆਫ ਪੈਰਿਸ। ਇਸ ਤੋਂ ਇਲਾਵਾ, ਰਸਾਇਣਕ ਉਤਪਾਦਨ ਪ੍ਰਕਿਰਿਆ ਵਿੱਚ ਰਹਿੰਦ-ਖੂੰਹਦ ਵਾਲਾ ਜਿਪਸਮ ਵੀ ਤਿਆਰ ਕੀਤਾ ਜਾਂਦਾ ਹੈ। ਜਿਵੇਂ ਕਿ ਫਾਸਫੇਟ ਖਾਦ ਦੇ ਉਤਪਾਦਨ ਤੋਂ ਫਾਸਫੋਜਿਪਸਮ, ਫਲੋਰੀਨ ਰਸਾਇਣਾਂ ਦੇ ਉਤਪਾਦਨ ਤੋਂ ਫਲੋਰੋਜਿਪਸਮ, ਅਤੇ ਜਿਪਸਟਮ ਤੋਂ ਜਿਪਸਮ ਉਤਪਾਦ। ਡਾਈਆਕਸਾਈਡ. ਇਹ ਜਿਪਸਮ ਲਾਗਤ ਵਿੱਚ ਘੱਟ ਹਨ ਅਤੇ ਕੁਦਰਤੀ ਜਿਪਸਮ ਨੂੰ ਬਦਲ ਸਕਦੇ ਹਨ ਅਤੇ ਉਤਪਾਦਨ ਦੀਆਂ ਲਾਗਤਾਂ ਨੂੰ ਘਟਾ ਸਕਦੇ ਹਨ;
5. ਏਅਰ ਜਨਰੇਟਿੰਗ ਏਜੰਟ
AAC ਬਲਾਕ ਵਿੱਚ ਇੱਕ ਹਲਕਾ ਪੋਰਸ ਢਾਂਚਾ ਬਣਾਉਣ ਲਈ ਬਲਾਕ ਵਿੱਚ ਪੋਰਸ ਬਣਾਉਣ ਲਈ ਇੱਕ ਏਅਰ-ਜਨਰੇਟਿੰਗ ਏਜੰਟ ਹੋਣਾ ਚਾਹੀਦਾ ਹੈ;
6. ਫੋਮ ਸਟੈਬੀਲਾਈਜ਼ਰ
ਏਅਰ ਜਨਰੇਟਿੰਗ ਏਜੰਟ ਗੈਸਾਂ ਦੇ ਬਾਅਦ, ਪਤਲੀ ਰੂਪ ਵਾਲੀ ਕੰਧ ਦੇ ਕਾਰਨ, ਵੱਖ-ਵੱਖ ਸਥਿਤੀਆਂ ਦੇ ਦਖਲ ਦੇ ਅਧੀਨ ਫੋਮ ਨੂੰ ਤੋੜਨਾ ਅਤੇ ਨਸ਼ਟ ਕਰਨਾ ਆਸਾਨ ਹੈ, ਜੋ ਕੰਕਰੀਟ ਦੀ ਗੁਣਵੱਤਾ ਨੂੰ ਪ੍ਰਭਾਵਤ ਕਰਦਾ ਹੈ। ਇਸਲਈ, ਇਸ ਵਿੱਚ ਇੱਕ ਫੋਮ ਸਟੈਬੀਲਾਈਜ਼ਰ ਜੋੜਨਾ ਜ਼ਰੂਰੀ ਹੈ। ਸਲਰੀ.
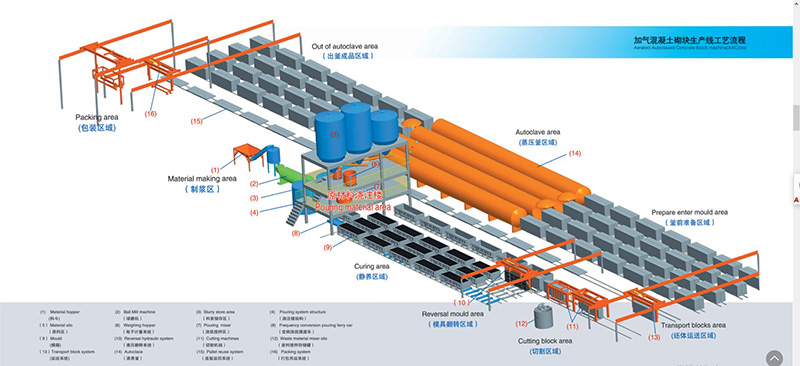
ਉਤਪਾਦਨ ਦੀ ਪ੍ਰਕਿਰਿਆ
1): AAC ਬਲਾਕ ਲਈ ਕੱਚੇ ਮਾਲ ਦੀ ਸਟੋਰੇਜ ਅਤੇ ਸਪਲਾਈ
ਕੱਚੇ ਮਾਲ ਨੂੰ ਆਟੋਮੋਬਾਈਲਜ਼ ਦੁਆਰਾ ਫੈਕਟਰੀ ਵਿੱਚ ਲਿਜਾਇਆ ਜਾਂਦਾ ਹੈ, ਅਤੇ ਫਲਾਈ (ਸੈਂਡ, ਸਟੋਨ ਪਾਊਡਰ) ਨੂੰ ਕੱਚੇ ਮਾਲ ਦੇ ਵਿਹੜੇ ਵਿੱਚ ਕੇਂਦਰਿਤ ਕੀਤਾ ਜਾਂਦਾ ਹੈ, ਅਤੇ ਜਦੋਂ ਵਰਤਿਆ ਜਾਂਦਾ ਹੈ, ਇਸ ਨੂੰ ਹੌਪਰ ਵਿੱਚ ਪਹੁੰਚਾਇਆ ਜਾਂਦਾ ਹੈ। ਬੈਗਡ ਸੀਮਿੰਟ ਜਾਂ ਬਲਕ ਸੀਮੈਂਟ ਸੀਮਿੰਟ ਦੇ ਗੋਦਾਮ ਵਿੱਚ ਸਟੋਰ ਕੀਤਾ ਜਾਂਦਾ ਹੈ। ਵਰਤੋਂ ਵਿੱਚ, ਇਸਨੂੰ ਹੌਪਰ ਵਿੱਚ ਲੋਡ ਕੀਤਾ ਜਾਂਦਾ ਹੈ ਅਤੇ ਟ੍ਰਾਂਸਪੋਰਟ ਕੀਤਾ ਜਾਂਦਾ ਹੈ। ਰਸਾਇਣ, ਐਲੂਮੀਨੀਅਮ ਪਾਊਡਰ ਆਦਿ ਨੂੰ ਕ੍ਰਮਵਾਰ ਰਸਾਇਣਕ ਸਟੋਰੇਜ਼ ਅਤੇ ਐਲੂਮੀਨੀਅਮ ਪਾਊਡਰ ਸਟੋਰੇਜ ਵਿੱਚ ਰੱਖਿਆ ਜਾਂਦਾ ਹੈ, ਅਤੇ ਜਦੋਂ ਵਰਤਿਆ ਜਾਂਦਾ ਹੈ ਤਾਂ ਉਤਪਾਦਨ ਵਰਕਸ਼ਾਪ ਵਿੱਚ ਪਹੁੰਚਾਇਆ ਜਾਂਦਾ ਹੈ।
2) ![]() AAC ਬਲਾਕਾਂ ਲਈ ਕੱਚੇ ਮਾਲ ਦੀ ਰੇਸਿੰਗ
AAC ਬਲਾਕਾਂ ਲਈ ਕੱਚੇ ਮਾਲ ਦੀ ਰੇਸਿੰਗ
ਫਲਾਈ ਐਸ਼ (ਜਾਂ ਸੈਂਡ, ਸਟੋਨ ਪਾਊਡਰ) ਨੂੰ ਇਲੈਕਟ੍ਰੋਮੈਗਨੈਟਿਕ ਵਾਈਬ੍ਰੇਟਿੰਗ ਫੀਡਰ ਅਤੇ ਬੈਲਟ ਕਨਵੇਅਰ ਰਾਹੀਂ ਬਾਲ ਮਿੱਲ ਨੂੰ ਭੇਜਿਆ ਜਾਂਦਾ ਹੈ, ਅਤੇ ਗਰਾਊਂਡ ਫਲਾਈ ਐਸ਼ (ਜਾਂ ਰੇਤ, ਪੱਥਰ ਪਾਊਡਰ) ਨੂੰ ਫਲਾਈ ਐਸ਼ ਪੰਪ ਦੁਆਰਾ ਸਟੋਰੇਜ ਲਈ ਸਲਰੀ ਟੈਂਕ ਵਿੱਚ ਭੇਜਿਆ ਜਾਂਦਾ ਹੈ।
ਚੂਨੇ ਨੂੰ ਇਲੈਕਟ੍ਰੋਮੈਗਨੈਟਿਕ ਵਾਈਬ੍ਰੇਟਿੰਗ ਫੀਡਰ ਅਤੇ ਬੈਲਟ ਕਨਵੇਅਰ ਦੁਆਰਾ ਪਿੜਾਈ ਲਈ ਜਬਾੜੇ ਦੇ ਕਰੱਸ਼ਰ ਨੂੰ ਭੇਜਿਆ ਜਾਂਦਾ ਹੈ। ਕੁਚਲੇ ਹੋਏ ਚੂਨੇ ਨੂੰ ਬਾਲਟੀ ਐਲੀਵੇਟਰ ਦੁਆਰਾ ਚੂਨਾ ਸਟੋਰੇਜ ਟੈਂਕ ਵਿੱਚ ਪਹੁੰਚਾਇਆ ਜਾਂਦਾ ਹੈ, ਅਤੇ ਫਿਰ ਪੇਚ ਕਨਵੇਅਰ ਦੁਆਰਾ ਬਾਲ ਮਿੱਲ ਨੂੰ ਭੇਜਿਆ ਜਾਂਦਾ ਹੈ। ਪੇਚ ਕਨਵੇਅਰ ਅਤੇ ਬਾਲਟੀ ਐਲੀਵੇਟਰ ਨੂੰ ਪਾਊਡਰ ਬੈਚਿੰਗ ਟੈਂਕ ਵਿੱਚ ਖੁਆਇਆ ਜਾਂਦਾ ਹੈ। ਰਸਾਇਣਾਂ ਨੂੰ ਇੱਕ ਨਿਸ਼ਚਿਤ ਅਨੁਪਾਤ ਵਿੱਚ ਹੱਥੀਂ ਮਾਪਿਆ ਜਾਣ ਤੋਂ ਬਾਅਦ, ਇੱਕ ਨਿਸ਼ਚਿਤ ਸੰਘਣਤਾ ਦਾ ਹੱਲ ਬਣਾਇਆ ਜਾਂਦਾ ਹੈ ਅਤੇ ਸਟੋਰੇਜ ਲਈ ਸਟੋਰੇਜ ਟੈਂਕ ਵਿੱਚ ਭੇਜਿਆ ਜਾਂਦਾ ਹੈ।
ਐਲੂਮੀਨੀਅਮ ਪਾਊਡਰ ਨੂੰ ਐਲੂਮੀਨੀਅਮ ਪਾਊਡਰ ਵੇਅਰਹਾਊਸ ਤੋਂ ਉਤਪਾਦਨ ਵਰਕਸ਼ਾਪ ਤੱਕ ਪਹੁੰਚਾਇਆ ਜਾਂਦਾ ਹੈ, ਅਤੇ ਇੱਕ ਇਲੈਕਟ੍ਰਿਕ ਹੋਸਟ ਨਾਲ ਬੈਚਿੰਗ ਬਿਲਡਿੰਗ ਦੀ ਦੂਜੀ ਮੰਜ਼ਿਲ 'ਤੇ ਚੁੱਕਿਆ ਜਾਂਦਾ ਹੈ। ਮਿਕਸਰ ਵਿੱਚ ਪਾਣੀ ਦੀ ਮਾਤਰਾ ਪਾਉਣ ਲਈ ਡੋਲ੍ਹ ਦਿਓ, ਅਤੇ ਇਸਨੂੰ ਇੱਕ ਐਲੂਮੀਨੀਅਮ ਪਾਊਡਰ ਸਸਪੈਂਸ਼ਨ ਵਿੱਚ ਹਿਲਾਓ।
3): ਸਲਰੀ ਮਿਕਸਿੰਗ, ਅਤੇ ਏਏਸੀ ਬਲਾਕਾਂ ਨੂੰ ਡੋਲ੍ਹਣਾ;
ਚੂਨਾ ਅਤੇ ਸੀਮਿੰਟ ਨੂੰ ਕ੍ਰਮਵਾਰ ਸੰਚਤ ਮਾਪ ਲਈ ਪਾਊਡਰ ਬੈਚਿੰਗ ਟੈਂਕ ਦੇ ਹੇਠਾਂ ਪੇਚ ਕਨਵੇਅਰ ਦੁਆਰਾ ਆਟੋਮੈਟਿਕ ਤੋਲਣ ਵਾਲੇ ਸਕੇਲ 'ਤੇ ਭੇਜਿਆ ਜਾਂਦਾ ਹੈ। ਪੋਰਿੰਗ ਮਿਕਸਰ ਵਿੱਚ ਸਮਾਨ ਰੂਪ ਵਿੱਚ ਸਮੱਗਰੀ ਨੂੰ ਜੋੜਨ ਲਈ ਸਕੇਲ ਦੇ ਹੇਠਾਂ ਇੱਕ ਪੇਚ ਕਨਵੇਅਰ ਹੁੰਦਾ ਹੈ।
ਫਲਾਈ ਐਸ਼ (ਜਾਂ ਰੇਤ, ਪੱਥਰ ਦਾ ਪਾਊਡਰ) ਅਤੇ ਵੇਸਟ ਸਲਰੀ ਨੂੰ ਮਾਪਣ ਲਈ ਮਾਪਣ ਵਾਲੇ ਸਿਲੰਡਰ ਵਿੱਚ ਪਾ ਦਿੱਤਾ ਜਾਂਦਾ ਹੈ। ਵੱਖ-ਵੱਖ ਸਮੱਗਰੀਆਂ ਨੂੰ ਮਾਪਣ ਤੋਂ ਬਾਅਦ, ਉੱਲੀ ਥਾਂ 'ਤੇ ਹੈ, ਅਤੇ ਸਲਰੀ ਨੂੰ ਹਿਲਾਇਆ ਜਾ ਸਕਦਾ ਹੈ। ਸਲਰੀ ਨੂੰ ਪ੍ਰਕਿਰਿਆ ਦੀਆਂ ਜ਼ਰੂਰਤਾਂ ਨੂੰ ਪੂਰਾ ਕਰਨਾ ਚਾਹੀਦਾ ਹੈ (ਲਗਭਗ 45 ℃) ਡੋਲ੍ਹਣ ਤੋਂ ਪਹਿਲਾਂ। ਜੇਕਰ ਤਾਪਮਾਨ ਕਾਫ਼ੀ ਨਹੀਂ ਹੈ, ਤਾਂ ਆਟੋਕਲੇਵ ਹੀਟਿੰਗ ਨੂੰ ਸਲਰੀ ਮੀਟਰਿੰਗ ਟੈਂਕ ਵਿੱਚ ਕੀਤਾ ਜਾ ਸਕਦਾ ਹੈ, ਅਤੇ ਐਲੂਮੀਨੀਅਮ ਪਾਊਡਰ ਸਸਪੈਂਸ਼ਨ ਨੂੰ ਸਮੱਗਰੀ ਨੂੰ ਡੋਲ੍ਹਣ ਤੋਂ 0.5-1 ਮਿੰਟ ਪਹਿਲਾਂ ਜੋੜਿਆ ਜਾ ਸਕਦਾ ਹੈ;
4): ਏਏਸੀ ਬਲਾਕ ਪ੍ਰੀ-ਕਿਊਰਿੰਗ ਅਤੇ ਕਟਿੰਗ
ਡੋਲ੍ਹਣ ਤੋਂ ਬਾਅਦ, ਮੋਲਡ ਬਾਕਸ ਨੂੰ ਗੈਸੀਫੀਕੇਸ਼ਨ ਅਤੇ ਸ਼ੁਰੂਆਤੀ ਸੈਟਿੰਗ ਲਈ ਇੱਕ ਕਨਵੇਅਰ ਚੇਨ ਦੁਆਰਾ ਸ਼ੁਰੂਆਤੀ ਕਿਊਰਿੰਗ ਰੂਮ ਵਿੱਚ ਧੱਕਿਆ ਜਾਂਦਾ ਹੈ। ਕਮਰੇ ਦਾ ਤਾਪਮਾਨ 50~70℃ ਹੈ, ਅਤੇ ਸ਼ੁਰੂਆਤੀ ਇਲਾਜ ਸਮਾਂ 1.5-2 ਘੰਟੇ ਹੈ (ਅਨੁਕੂਲ ਭੂਗੋਲਿਕ ਸਥਿਤੀਆਂ ਦੇ ਅਨੁਸਾਰ, ਇਹ ਪ੍ਰਕਿਰਿਆ ਨੂੰ ਖਤਮ ਕੀਤਾ ਜਾ ਸਕਦਾ ਹੈ। ਮੋਲਡ ਫਰੇਮ ਅਤੇ ਗਿੱਲੇ ਬਲਾਕ ਬਾਡੀ ਨੂੰ ਕਟਿੰਗ ਟੇਬਲ ਉੱਤੇ ਲਹਿਰਾਉਣ ਲਈ ਇੱਕ ਨੈਗੇਟਿਵ ਪ੍ਰੈਸ਼ਰ ਹੋਸਟ ਦੀ ਵਰਤੋਂ ਕਰੋ ਜਿੱਥੇ ਆਟੋਕਲੇਵ ਟਰਾਲੀ ਦੀ ਹੇਠਲੀ ਪਲੇਟ ਪਹਿਲਾਂ ਤੋਂ ਰੱਖੀ ਜਾਂਦੀ ਹੈ। ਮੋਲਡ ਫਰੇਮ ਨੂੰ ਉਤਾਰੋ। ਕੱਟਣ ਵਾਲੀ ਮਸ਼ੀਨ ਕਰਾਸ-ਕਟ , ਲੰਮੀ ਤੌਰ 'ਤੇ ਕੱਟਦੇ ਹਨ, ਅਤੇ ਗਿੱਲੇ ਬਲਾਕ ਨੂੰ ਮਿਲਾਉਂਦੇ ਹਨ।ਮੋਲਡ ਫਰੇਮ ਨੂੰ ਸਾਫ਼ ਅਤੇ ਡੀਗਰੇਜ਼ ਕਰਨ ਲਈ ਮੋਲਡ ਟਰੱਕ ਵਿੱਚ ਵਾਪਸ ਮੋਲਡ ਕੀਤਾ ਜਾਂਦਾ ਹੈ, ਅਤੇ ਫਿਰ ਅਗਲੀ ਕਾਸਟਿੰਗ ਲਈ ਮੋਲਡ ਟਰੱਕ ਵਿੱਚ ਚੁੱਕਿਆ ਜਾਂਦਾ ਹੈ। ਕੱਟ ਬਲਾਕ ਬਾਡੀ ਅਤੇ ਆਟੋਕਲੇਵ ਦੀ ਹੇਠਲੀ ਪਲੇਟ ਨੂੰ ਇੱਕ ਕਰੇਨ ਨਾਲ ਆਟੋਕਲੇਵ ਟਰਾਲੀ ਉੱਤੇ ਲਹਿਰਾਇਆ ਜਾਂਦਾ ਹੈ ਅਤੇ ਇਸ ਉੱਤੇ ਰੱਖਿਆ ਜਾਂਦਾ ਹੈ। ਦੋ ਮੰਜ਼ਿਲਾਂ। ਫਰਸ਼ਾਂ ਦੇ ਵਿਚਕਾਰ ਚਾਰ ਸਪੋਰਟਸ ਹਨ, ਅਤੇ ਕਈ ਆਟੋਕਲੇਵ ਟਰਾਲੀਆਂ ਨੂੰ ਇਕੱਠੇ ਗਰੁੱਪ ਕੀਤਾ ਗਿਆ ਹੈ।
ਕਟਿੰਗ ਦੌਰਾਨ ਪੈਦਾ ਹੋਏ ਗਿੱਲੇ ਬਲਾਕ ਬਾਡੀ ਦੇ ਕਿਨਾਰਿਆਂ ਅਤੇ ਕੋਨਿਆਂ 'ਤੇ ਰਹਿੰਦ-ਖੂੰਹਦ ਸਮੱਗਰੀ ਨੂੰ ਇੱਕ ਪੇਚ ਕਨਵੇਅਰ ਦੁਆਰਾ ਕੱਟਣ ਵਾਲੀ ਮਸ਼ੀਨ ਦੇ ਅੱਗੇ ਵੇਸਟ ਸਲਰੀ ਐਜੀਟੇਟਰ ਨੂੰ ਭੇਜਿਆ ਜਾਂਦਾ ਹੈ, ਅਤੇ ਬੈਚਿੰਗ ਵਿੱਚ ਵਰਤੋਂ ਲਈ ਇੱਕ ਵੇਸਟ ਸਲਰੀ ਬਣਾਉਣ ਲਈ ਪਾਣੀ ਜੋੜਿਆ ਜਾਂਦਾ ਹੈ।
5): ਆਟੋਕਲੇਵਡ ਏਏਸੀ ਬਲਾਕ ਅਤੇ ਤਿਆਰ ਉਤਪਾਦ।
ਆਟੋਕਲੇਵ ਦੇ ਸਾਹਮਣੇ ਪਾਰਕਿੰਗ ਲਾਈਨ 'ਤੇ ਬਾਡੀ ਨੂੰ ਇਕੱਠਾ ਕਰਨ ਤੋਂ ਬਾਅਦ, ਆਟੋਕਲੇਵ ਦੇ ਦਰਵਾਜ਼ੇ ਨੂੰ ਖੋਲ੍ਹੋ ਜੋ ਆਟੋਕਲੇਵ ਤੋਂ ਬਾਹਰ ਜਾ ਰਿਹਾ ਹੈ, ਪਹਿਲਾਂ ਇੱਕ ਹੋਸਟ ਨਾਲ ਆਟੋਕਲੇਵ ਵਿੱਚ ਤਿਆਰ ਆਟੋਕਲੇਵ ਟਰਾਲੀ ਨੂੰ ਬਾਹਰ ਕੱਢੋ, ਅਤੇ ਫਿਰ ਆਟੋਕਲੇਵ ਟਰਾਲੀ ਨੂੰ ਆਟੋਕਲੇਵ ਹੋਣ ਲਈ ਖਿੱਚੋ। ਆਟੋਕਲੇਵ ਵਿੱਚ ਇੱਕ ਹੋਸਟ ਦੇ ਨਾਲ ਆਟੋਕਲੇਵ ਨੂੰ ਬਰਕਰਾਰ ਰੱਖਿਆ ਜਾਂਦਾ ਹੈ। ਆਟੋਕਲੇਵ ਟਰਾਲੀ ਉੱਤੇ ਤਿਆਰ ਉਤਪਾਦਾਂ ਨੂੰ ਇੱਕ ਬ੍ਰਿਜ ਕਰੇਨ ਦੁਆਰਾ ਤਿਆਰ ਉਤਪਾਦ ਵੇਅਰਹਾਊਸ ਵਿੱਚ ਲਹਿਰਾਇਆ ਜਾਂਦਾ ਹੈ, ਅਤੇ ਫਿਰ ਇੱਕ ਫੋਰਕਲਿਫਟ ਟਰੱਕ ਦੁਆਰਾ ਤਿਆਰ ਉਤਪਾਦਾਂ ਦੇ ਵਿਹੜੇ ਵਿੱਚ ਲਿਜਾਇਆ ਜਾਂਦਾ ਹੈ। ਖਾਲੀ ਆਟੋਕਲੇਵ ਟਰਾਲੀ ਅਤੇ ਹੇਠਾਂ ਚੱਲ ਰਹੇ ਆਟੋਕਲੇਵ ਦੀ ਪਲੇਟ ਨੂੰ ਕੈਰੇਜ਼ ਰਿਟਰਨ ਲਾਈਨ 'ਤੇ ਵਾਪਸ ਲਹਿਰਾਇਆ ਜਾਂਦਾ ਹੈ, ਅਤੇ ਸਟਾਕਰ ਨੂੰ ਸਫਾਈ ਕਰਨ ਤੋਂ ਬਾਅਦ ਇੱਕ ਲਹਿਰਾ ਕੇ ਪਿੱਛੇ ਖਿੱਚਿਆ ਜਾਂਦਾ ਹੈ। ਅਗਲੇ ਚੱਕਰ 'ਤੇ ਜਾਓ।
ਉਤਪਾਦਨ ਉਪਕਰਣ ਪ੍ਰਦਰਸ਼ਨ
1): ਪਦਾਰਥ ਪੀਸਣਾ ਅਤੇ ਸਲਰੀ ਸੈਕਸ਼ਨ ਬਣਾਉਣਾ
| ਸਲਰੀ ਘਣਤਾ ਨਿਯੰਤਰਣ ਦੀ ਪਰੰਪਰਾਗਤ ਪ੍ਰਕਿਰਿਆ ਸਖਤ ਨਹੀਂ ਹੈ .ਪ੍ਰੋਟੋਪਲਾਜ਼ਮ ਦੀ ਘਣਤਾ ਅਕਸਰ ਨਕਲੀ ਮਾਪ ਦੁਆਰਾ ਹੁੰਦੀ ਹੈ .ਗਲਤੀ ਵੱਡੀ ਹੁੰਦੀ ਹੈ .ਸਰਕੂਲੇਟਿੰਗ ਪਲਾਜ਼ਮਾ ਬੇਸਿਕ ਦੀ ਘਣਤਾ ਅਨੁਭਵ ਦੇ ਅਧਾਰ ਤੇ ਨਿਯੰਤਰਿਤ ਕਰਨ ਲਈ ਵਰਤੀ ਜਾਂਦੀ ਹੈ .ਇਸ ਲਈ ਉੱਚ ਗੁਣਵੱਤਾ ਵਾਲੇ ਉਤਪਾਦ ਦੇ ਉਤਪਾਦਨ ਵਿੱਚ ਘੱਟ ਵਾਲੀਅਮ .ਕੁਆਲੀਫਾਈਡ ਰੇਟ ਅਤੇ ਉਤਪਾਦ ਦੀ ਗੁਣਵੱਤਾ ਆਦਰਸ਼ਕ ਨਹੀਂ ਹਨ .ਨਵੀਨਤਮ ਪਾਈਪਲਾਈਨ ਮਾਪਣ ਵਿਧੀ ਦੀ ਵਰਤੋਂ ਕਰਦੇ ਹੋਏ ਅਮੂਲਾਈਟ ਦੀ ਘਣਤਾ ਦੇ ਹੇਠਾਂ ਦਿੱਤੇ ਫਾਇਦੇ ਹਨ1. ਸਲਰੀ ਨੂੰ ਟੈਂਕ ਅਤੇ ਡੈਂਸੀਮੀਟਰ ਦੇ ਵਿਚਕਾਰ ਸਰਕੂਲੇਟ ਕੀਤਾ ਜਾਂਦਾ ਹੈ, ਸਲਰੀ ਦੀ ਘਣਤਾ ਡੇਟਾ ਨੂੰ ਅਸਲ ਚੂਨੇ ਵਿੱਚ ਘਣਤਾ ਪਾਈਪਲਾਈਨ ਦੁਆਰਾ ਮਾਪਿਆ ਜਾਂਦਾ ਹੈ ਅਤੇ ਕੇਂਦਰੀ ਕੰਟਰੋਲ ਰੂਮ ਨੂੰ ਫੀਡਬੈਕ ਦਿੱਤਾ ਜਾਂਦਾ ਹੈ .ਬਾਲ ਮਿੱਲ ਅਤੇ ਫਿਲਿੰਗ ਦੇ ਪਾਣੀ ਦੇ ਅਨੁਪਾਤ ਨੂੰ ਅਨੁਕੂਲ ਕਰਨ ਲਈ ਸਲਰੀ ਟੈਂਕ ਦਾ .ਰੀਅਲ-ਟਾਈਮ ਘਣਤਾ ਦੇ ਨਿਰੰਤਰ ਸੁਧਾਰ ਦਾ ਉਦੇਸ਼ ਪ੍ਰਾਪਤ ਕੀਤਾ ਗਿਆ ਹੈ:2. ਘਣਤਾ ਵਾਲੀ ਪਾਈਪ ਸਾਰੀ ਸਲਰੀ ਦੀ ਇਕਾਗਰਤਾ ਨੂੰ ਮਾਪਦੀ ਹੈ .ਬਿਨਾਂ ਗਲਤੀ ਦੇ ਸ਼ੁੱਧਤਾ ਨੂੰ ਮਾਪੋ .ਅਤੇ ਫਿਰ ਅਗਲੇ ਮਾਪ ਦੀ ਸ਼ੁੱਧਤਾ ਨੂੰ ਯਕੀਨੀ ਬਣਾਉਣ ਲਈ ਸ਼ਿਫਟ ਤੋਂ ਬਾਅਦ ਪੂਰੀ ਪਾਈਪ ਨੂੰ ਫਲੱਸ਼ ਕਰੋ। |  | |||
 | ||||
| ਫਲਾਈ ਐਸ਼ ਸਲਰੀ ਬਣਾਉਣ ਵਾਲੀ ਮਸ਼ੀਨ | ਸਲਰੀ ਸਟੋਰੇਜ ਮਿਕਸਰ | ਸਮੱਗਰੀ ਦਾ ਪੈਮਾਨਾ | ਪੋਰਿੰਗ ਸਿਸਟਮ | |
| 2): ਟਰਨਓਵਰ ਅਤੇ ਕਟਿੰਗ ਸੈਕਸ਼ਨ | ||||
 ਐਮੂਲਾਈਟ ਕੱਟਣ ਵਾਲੀ ਮਸ਼ੀਨ ਦੀਆਂ ਮੁੱਖ ਵਿਸ਼ੇਸ਼ਤਾਵਾਂ1) : ਸਰਲ-ਢਾਂਚਾ, ਸਥਾਪਤ ਕਰਨ ਅਤੇ ਰੱਖ-ਰਖਾਅ ਲਈ ਸੁਵਿਧਾਜਨਕ;2) : ਜ਼ਮੀਨ 'ਤੇ ਸਥਿਰ, ਪਲੈਨੇਟ-ਗੀਅਰ ਰੀਡਿਊਸਰ ਦੁਆਰਾ ਚਲਾਏ ਗਏ, ਵਰਟੀਕਲ ਕਟਿੰਗ ਕਰਦੇ ਸਮੇਂ, ਕਟਿੰਗ ਮਸ਼ੀਨ ਸਨਕੀ ਅਤੇ ਸਵਿੰਗਿੰਗ ਕਟਿੰਗ ਕਰਦੀ ਹੈ ਜੋ ਕੱਟਣ ਦੀ ਕੁਸ਼ਲਤਾ ਨੂੰ ਵਧਾਉਂਦੀ ਹੈ। ਇਸਨੂੰ ਕੱਟਣ ਦੇ ਆਕਾਰ ਨੂੰ ਬਦਲਣ ਲਈ ਵਧੇਰੇ ਸੁਵਿਧਾਜਨਕ ਬਣਾਉਂਦਾ ਹੈ। ਐਮੂਲਾਈਟ ਕੱਟਣ ਵਾਲੀ ਮਸ਼ੀਨ ਦੀਆਂ ਮੁੱਖ ਵਿਸ਼ੇਸ਼ਤਾਵਾਂ1) : ਸਰਲ-ਢਾਂਚਾ, ਸਥਾਪਤ ਕਰਨ ਅਤੇ ਰੱਖ-ਰਖਾਅ ਲਈ ਸੁਵਿਧਾਜਨਕ;2) : ਜ਼ਮੀਨ 'ਤੇ ਸਥਿਰ, ਪਲੈਨੇਟ-ਗੀਅਰ ਰੀਡਿਊਸਰ ਦੁਆਰਾ ਚਲਾਏ ਗਏ, ਵਰਟੀਕਲ ਕਟਿੰਗ ਕਰਦੇ ਸਮੇਂ, ਕਟਿੰਗ ਮਸ਼ੀਨ ਸਨਕੀ ਅਤੇ ਸਵਿੰਗਿੰਗ ਕਟਿੰਗ ਕਰਦੀ ਹੈ ਜੋ ਕੱਟਣ ਦੀ ਕੁਸ਼ਲਤਾ ਨੂੰ ਵਧਾਉਂਦੀ ਹੈ। ਇਸਨੂੰ ਕੱਟਣ ਦੇ ਆਕਾਰ ਨੂੰ ਬਦਲਣ ਲਈ ਵਧੇਰੇ ਸੁਵਿਧਾਜਨਕ ਬਣਾਉਂਦਾ ਹੈ। 3) : ਜਰਮਨ ਟੈਕਨਾਲੋਜੀ ਨੂੰ ਜਜ਼ਬ ਕਰਨਾ, ਵੈਕਿਊਮ ਐਸਪੀਰੇਟਰ ਜੋੜਿਆ ਗਿਆ, ਇਹ ਕਟਿੰਗ ਮਸ਼ੀਨ ਤਿਆਰ ਕੀਤੇ ਬਲਾਕਾਂ ਦੇ ਕਿਸੇ ਵੀ ਹਿੱਸੇ ਨੂੰ ਨਸ਼ਟ ਕੀਤੇ ਬਿਨਾਂ ਆਸਾਨੀ ਨਾਲ ਉੱਪਰੋਂ ਰਹਿੰਦ-ਖੂੰਹਦ ਤੋਂ ਛੁਟਕਾਰਾ ਪਾ ਸਕਦੀ ਹੈ ਅਤੇ ਉਤਪਾਦਾਂ ਦੀ ਪਾਸ ਦਰ ਨੂੰ ਯਕੀਨੀ ਬਣਾਉਂਦੀ ਹੈ; 4): ਪੂਰੇ ਬਲਾਕ ਦੇ 6-ਸਾਈਡ ਕੱਟਣ ਦੇ ਨਾਲ, ਉਤਪਾਦ ਪਾਸ ਦੀ ਦਰ ਵਧ ਜਾਂਦੀ ਹੈ ਕਿਉਂਕਿ ਤਿਆਰ ਉਤਪਾਦਾਂ ਦੀ ਗੁਣਵੱਤਾ ਮੋਲਡਾਂ ਦੇ ਬਦਲਾਵ ਨਾਲ ਪ੍ਰਭਾਵਿਤ ਨਹੀਂ ਹੋਵੇਗੀ। 5) : ਮੁਕੰਮਲ ਬਲਾਕਾਂ ਦੀ ਸਤ੍ਹਾ ਦੀ ਉੱਚ ਖੁਰਦਰੀ ਬਿਲਡਿੰਗ ਓਪਰੇਸ਼ਨ ਅਤੇ ਉਸਾਰੀ ਲਈ ਅਨੁਕੂਲ ਹੈ। 6) : ਪੋਜ਼ੀਸ਼ਨਿੰਗ ਸੰਖਿਆਤਮਕ ਨਿਯੰਤਰਣ ਤਕਨਾਲੋਜੀ ਨੂੰ ਅਪਣਾਉਣ ਨਾਲ, ਇਹ ਮਸ਼ੀਨ ਮੋੜ, ਮੂਵਿੰਗ, ਕੱਟਣ ਅਤੇ ਟ੍ਰਾਂਸਪੋਰਟ ਕਰਨ ਦੀ ਪ੍ਰਕਿਰਿਆ ਵਿੱਚ ਹਿੱਲਣ ਨੂੰ ਘਟਾਉਂਦੀ ਹੈ। ਇਸ ਤੋਂ ਇਲਾਵਾ, ਇਸ ਨੂੰ ਗਾਹਕ ਦੀ ਬੇਨਤੀ 'ਤੇ PLC ਕੰਟਰੋਲ ਸਿਸਟਮ ਵਿੱਚ ਅੱਪਗਰੇਡ ਕੀਤਾ ਜਾ ਸਕਦਾ ਹੈ ਤਾਂ ਜੋ ਉਤਪਾਦ ਪਾਸ ਦਰ ਨੂੰ ਵਧਾਇਆ ਜਾ ਸਕੇ। | ||||
 | ||||
| ਹਾਈਡ੍ਰੌਲਿਕ ਫ੍ਰੀਕੁਐਂਸੀ ਕਨਵਰਟ ਟਰਨਓਵਰ ਕਰੇਨ | ਹਰੀਜ਼ੱਟਲ ਕੱਟਣ ਵਾਲੀ ਮਸ਼ੀਨ | |||
| 1): ਹਾਈਡ੍ਰੌਲਿਕ ਫ੍ਰੀਕੁਐਂਸੀ ਕਨਵਰਟ ਟਰਨਓਵਰ ਕ੍ਰੇਨ 90 ਡਿਗਰੀ ਟਰਨਓਵਰ ਵਿੱਚ ਬਲਾਕ ਦੇ ਨਾਲ ਮੋਲਡ ਬਾਕਸ ਨੂੰ ਮੋੜਦੀ ਹੈ, ਇਸਨੂੰ ਫ੍ਰੀਕੁਐਂਸੀ ਕਨਵਰਟ ਬਲਾਕ ਡਰੈਗਿੰਗ ਟਰਾਲੀ 'ਤੇ ਰੱਖੋ ਅਤੇ ਡੈਮੋਲਡ ਵਰਕਸ ਦੀ ਪ੍ਰਕਿਰਿਆ ਕਰੋ;2) : ਫ੍ਰੀਕੁਐਂਸੀ ਕਨਵਰਟ ਬਲਾਕ ਡਰੈਗਿੰਗ ਟਰਾਲੀ ਕੱਟਣ ਲਈ ਕੱਟਣ ਵਾਲੀ ਮਸ਼ੀਨ ਲਈ ਬਲਾਕ ਨੂੰ ਖਿੱਚਦੀ ਹੈ। ਟਰਨਓਵਰ ਕ੍ਰੇਨ ਮੋਲਡ ਬਾਕਸ ਅਤੇ ਪੈਲੇਟਸ ਨੂੰ ਦੁਬਾਰਾ ਵਰਤਣ ਲਈ ਤਿਆਰ ਕਰਨ ਲਈ ਪੁਨਰਗਠਿਤ, ਸਾਫ਼ ਅਤੇ ਪਾਲਿਸ਼ ਕਰਦੀ ਹੈ। | ਟਰਨਓਵਰ ਕ੍ਰੇਨ ਮੋਲਡ ਨੂੰ 90 ਡਿਗਰੀ ਮੋੜ ਦਿੰਦੀ ਹੈ, ਡਿਮੋਲਡ ਕਰਦੀ ਹੈ ਅਤੇ ਪੂਰੇ ਬਲਾਕ ਅਤੇ ਹੇਠਲੇ ਪਲੇਟ ਨੂੰ ਬਲਾਕ ਡਰੈਗਿੰਗ ਟਰਾਲੀ 'ਤੇ ਰੱਖ ਦਿੰਦੀ ਹੈ। ਬਲਾਕ ਡਰੈਗਿੰਗ ਟਰਾਲੀ ਪੂਰੇ ਬਲਾਕ ਨੂੰ ਕੱਟਣ ਵਾਲੀ ਮਸ਼ੀਨ ਵਿੱਚ ਲੈ ਜਾਂਦੀ ਹੈ, ਅਤੇ ਹਰੀਜ਼ੱਟਲ ਕੱਟਣਾ, ਪੂਰੇ ਬਲਾਕ ਨੂੰ ਦੋ ਸਾਈਡਾਂ ਨਾਲ ਛਿੱਲਣਾ, ਅਤੇ ਸੈਰ ਕਰ ਦਿੰਦੀ ਹੈ। ਬਰਬਾਦ ਸਮੱਗਰੀ. | |||
   | ||||
| 3): ਹੇਠਲੀ ਰਹਿੰਦ-ਖੂੰਹਦ ਨੂੰ ਹਟਾਉਣ ਲਈ ਟਰਨਓਵਰ ਕਰੇਨ | ||||||||||
 | ਇਹ ਡਿਵਾਈਸ ਸਾਡੇ ਗ੍ਰਾਹਕਾਂ ਨੂੰ ਹੇਠਲੇ ਪਦਾਰਥਾਂ ਦੀ ਰਹਿੰਦ-ਖੂੰਹਦ ਦੀ ਸਮੱਸਿਆ ਨੂੰ ਪੂਰੀ ਤਰ੍ਹਾਂ ਹੱਲ ਕਰਨ ਵਿੱਚ ਮਦਦ ਕਰਨ ਲਈ ਅਮੁਲਾਈਟ ਸਮੂਹ ਦੁਆਰਾ ਸਵੈ-ਵਿਕਸਤ ਕੀਤੀ ਗਈ ਹੈ।ਇਸ ਡਿਵਾਈਸ ਵਿੱਚ ਟਰਨਓਵਰ ਪਲੇਟਫਾਰਮ ਅਤੇ ਕ੍ਰੇਨ ਸ਼ਾਮਲ ਹੈ, ਇਹ ਉੱਪਰ ਅਤੇ ਹੇਠਾਂ ਦੀ ਰਹਿੰਦ-ਖੂੰਹਦ ਨੂੰ ਹਟਾ ਸਕਦੀ ਹੈ। ਇਹ ਕਰੇਨ ਅਰਧ-ਉਤਪਾਦ ਟ੍ਰਾਂਸਪੋਰਟ ਕਰੇਨ ਦੇ ਰੂਪ ਵਿੱਚ ਵੀ ਹੋ ਸਕਦੀ ਹੈ। | |||||||||
| ਆਟੋਕਲੇਵ ਤੋਂ ਪਹਿਲਾਂ ਟ੍ਰਾਂਸਪੋਰਟ ਕਰੇਨ | ਬੇਸ ਪਲੇਟ | ਆਟੋਕਲੇਵ ਟਰਾਲੀ | ||||||||
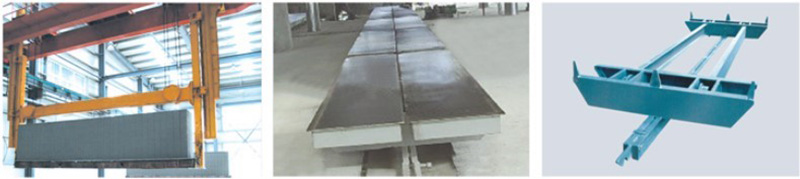 | ||||||||||
| ਕੱਟਣ ਤੋਂ ਬਾਅਦ, ਆਟੋਕਲੇਵ ਵਿੱਚ ਦਾਖਲ ਹੋਣ ਲਈ ਆਟੋਕਲੇਵ ਟਰਾਲੀ ਵਿੱਚ ਟ੍ਰਾਂਸਪੋਰਟ ਕਰੇਨ ਕੈਰੀ ਬਲਾਕ ਹੈ। ਇਸ ਡਿਵਾਈਸ ਵਿੱਚ ਸਧਾਰਨ ਬਣਤਰ, ਸਥਿਰ ਸੰਚਾਲਨ, ਚੰਗੀ ਕੁਆਲਿਟੀ ਅਤੇ ਬਣਾਈ ਰੱਖਣ ਵਿੱਚ ਆਸਾਨ ਹੈ। | ਅਮੂਲਾਈਟ ਗਰੁੱਪ ਦੁਆਰਾ ਤਿਆਰ ਕੀਤੀ ਗਈ ਬੇਸ ਪਲੇਟ ਸਾਈਡ ਪਲੇਟ ਵੀ ਹੋ ਸਕਦੀ ਹੈ, ਆਟੋਕਲੇਵ ਤੋਂ ਬਾਹਰ ਆਉਣ ਤੱਕ ਬਦਲਣ ਦੀ ਕੋਈ ਲੋੜ ਨਹੀਂ ਹੈ। ਇਹ ਮੈਂਗਨੀਜ਼ ਸਟੀਲ ਦੁਆਰਾ ਬਣਾਈ ਗਈ ਹੈ ਅਤੇ ਉੱਚ ਤਾਪਮਾਨ ਅਤੇ ਦਬਾਅ ਦੇ ਅਧੀਨ ਕਦੇ ਵੀ ਵਿਗਾੜ ਨਹੀਂ ਹੁੰਦੀ ਹੈ। | ਇਹ ਚੰਗੀ ਕੁਆਲਿਟੀ ਪ੍ਰੋਫਾਈਲ ਸਟੀਲ ਦਾ ਬਣਿਆ ਹੋਇਆ ਹੈ ਅਤੇ ਇਸਦਾ ਸਧਾਰਨ ਢਾਂਚਾ ਹੈ । ਆਟੋਕਲਵ ਵਿੱਚ ਉੱਚ ਤਾਪਮਾਨ ਅਤੇ ਉੱਚ ਦਬਾਅ ਵਾਲੇ ਆਟੋਕਲਵ ਕਯੂਰਿੰਗ ਵਾਤਾਵਰਨ ਵਿੱਚ ਫਸਿਆ ਅਤੇ ਵਿਗਾੜ ਨਹੀਂ ਹੋਵੇਗਾ। ਕਰੇਨ ਆਟੋਕਲਵ ਕਿਊਰਿੰਗ ਟਰਾਲੀ ਉੱਤੇ ਗਿੱਲੇ ਬਲਾਕ ਨੂੰ ਆਟੋਕਲੇਵ ਵਿੱਚ ਪਾ ਦਿੰਦੀ ਹੈ ਅਤੇ ਆਟੋਕਲੇਵ ਵਿੱਚ ਆਟੋਕਲੇਵ ਬਣਾਉਂਦੀ ਹੈ। ਮੁਕੰਮਲ ਬਲਾਕਾਂ ਨੂੰ ਹਟਾਉਣ ਤੱਕ ਸੰਭਾਲਿਆ ਜਾਂਦਾ ਹੈ; | ||||||||
| 4): ਤਿਆਰ ਉਤਪਾਦ ਹੈਂਡਲਿੰਗ ਉਪਕਰਨ | ||||||||||
 | ਆਮ ਤੌਰ 'ਤੇ ਆਟੋਕਲੇਵਡ ਬਲਾਕਾਂ ਅਤੇ ਪਲੇਟਾਂ ਵਿੱਚ ਕਦੇ-ਕਦਾਈਂ ਅਡੈਸ਼ਨ ਹੁੰਦੇ ਹਨ। ਵੱਖ ਕਰਨ ਵਾਲੀ ਮਸ਼ੀਨ ਬਲਾਕਾਂ ਨੂੰ ਕਿਸੇ ਵੀ ਨੁਕਸਾਨ ਦੇ ਬਿਨਾਂ ਅਡੈਸ਼ਨ ਦੇ ਬਲਾਕਾਂ ਨੂੰ ਵੱਖਰਾ ਕਰਨ ਲਈ ਹੁੰਦੀ ਹੈ, ਜੋ ਕਿ ਰਵਾਇਤੀ ਵੱਖ ਕਰਨ ਵਾਲੀ ਮਸ਼ੀਨ ਅਤੇ ਤਿਆਰ ਉਤਪਾਦ ਕੈਰੀਅਰ ਦੇ ਕੰਮ ਨੂੰ ਏਕੀਕ੍ਰਿਤ ਕਰਦੀ ਹੈ। ਹਰੇਕ ਵੱਖ ਕਰਨ ਵਾਲੇ ਹੱਥ ਨੂੰ ਨਿਯੰਤਰਿਤ ਕੀਤਾ ਜਾਂਦਾ ਹੈ। ਇੱਕੋ ਮੋਲਡ 'ਤੇ ਬਲਾਕਾਂ ਅਤੇ ਪੈਨਲਾਂ ਨੂੰ ਵੱਖ ਕਰਨ ਦੀ ਸਮੱਸਿਆ ਦਾ ਹੱਲ; ਉਪਕਰਨ ਇੱਕ ਕੁਸ਼ਲ ਅਤੇ ਕੋਮਲ ਪ੍ਰੋਸੈਸਿੰਗ ਨੂੰ ਮਹਿਸੂਸ ਕਰਦਾ ਹੈ, ਸਮੁੱਚੀ ਲਾਗਤ ਨੂੰ ਘੱਟ ਕਰਦਾ ਹੈ ਅਤੇ ਉਸੇ ਸਮੇਂ ਗੁਣਵੱਤਾ ਦੀ ਦਰ ਨੂੰ ਯਕੀਨੀ ਬਣਾਉਂਦਾ ਹੈ। | |||||||||
| ਪਹੁੰਚਾਉਣ ਅਤੇ ਪੈਕੇਜ ਲਾਈਨ | ||||||||||
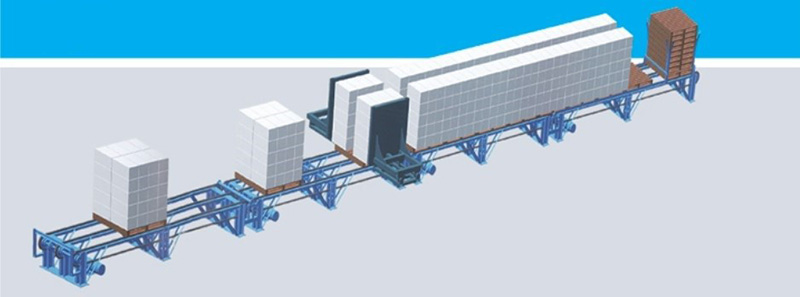 | ||||||||||
| ਇਸ ਸਿਸਟਮ ਲਾਈਨ ਵਿੱਚ ਲੱਕੜ ਦੇ ਪੈਲੇਟਾਂ ਲਈ ਪਹੁੰਚਾਉਣ ਅਤੇ ਪੈਕਿੰਗ ਲਾਈਨ ਸ਼ਾਮਲ ਹੁੰਦੀ ਹੈ ਜੋ ਮੁੱਖ ਤੌਰ 'ਤੇ ਤਿਆਰ ਕੀਤੇ AAC ਬਲਾਕਾਂ ਲਈ ਤਿਆਰ ਕੀਤੀ ਗਈ ਹੈ। ਪੂਰੇ ਮੋਲਡ ਉਤਪਾਦਾਂ ਨੂੰ ਅੱਗੇ ਵੰਡਣ ਅਤੇ ਪੈਕਿੰਗ ਕਰਨ ਲਈ ਤਿਆਰ ਉਤਪਾਦਾਂ ਲਈ ਕਲੈਂਪਿੰਗ ਡਿਵਾਈਸ ਦੇ ਜ਼ਰੀਏ ਇੱਕ ਸਮੇਂ ਵਿੱਚ ਲੱਕੜ ਦੇ ਪੈਲੇਟ ਉੱਤੇ ਲਿਜਾਇਆ ਜਾਵੇਗਾ। ਇਸ ਲਾਈਨ. ਇਸ ਮਸ਼ੀਨ ਵਿੱਚ ਕੰਪਿਊਟਰ ਦੇ ਨਿਯੰਤਰਣ ਦੁਆਰਾ ਆਟੋਮੈਟਿਕ ਵੰਡ, ਕਨਵੇਅ ਦੌਰਾਨ ਸਹੀ ਸਥਿਤੀ ਅਤੇ ਲੋਡ ਕੀਤੇ ਲੱਕੜ ਦੇ ਪੈਲੇਟ ਨੂੰ ਆਟੋਮੈਟਿਕ ਵੱਖ ਕਰਨ ਵਰਗੀਆਂ ਵਿਸ਼ੇਸ਼ਤਾਵਾਂ ਹਨ, ਜਿਸ ਸਥਿਤੀ ਵਿੱਚ ਇਹ ਪੈਕਿੰਗ ਅਤੇ ਸ਼ਿਪਮੈਂਟ ਲਈ ਸੁਵਿਧਾਜਨਕ ਹੈ। | ||||||||||
| 5): ਹੋਰ ਮਸ਼ੀਨਾਂ ਦਿਖਾਓ | ||||||||||
 ਮੁਕੰਮਲ ਉਤਪਾਦ ਕਲੈਪ ਮੁਕੰਮਲ ਉਤਪਾਦ ਕਲੈਪ |  ਰੋਟਰੀ ਕਲੈਂਪ ਰੋਟਰੀ ਕਲੈਂਪ | |||||||||
 | ||||||||||
| ਪੈਨਲਾਂ ਲਈ ਵਿਸ਼ੇਸ਼ ਕਰੇਨ | ਪਲੱਗ ਮਸ਼ੀਨ | ਸਲਾਟ ਮਸ਼ੀਨ ਖੋਲ੍ਹੋ | ||||||||
 | ||||||||||
| ਬਾਲ ਮਿੱਲ | ਜਬਾੜਾ ਕਰੱਸ਼ਰ | ਆਟੋਕਲੇਵ | ਬਾਇਲਰ | |||||||
 | ||||||||||